-
+ 86-13361597190
-
180. zk, Wujia Village Industrial Park, Nanjiao Town, Zhoucun District, Zibo Hiria, Shandong Probintzia, Txina
+ 86-13361597190
180. zk, Wujia Village Industrial Park, Nanjiao Town, Zhoucun District, Zibo Hiria, Shandong Probintzia, Txina







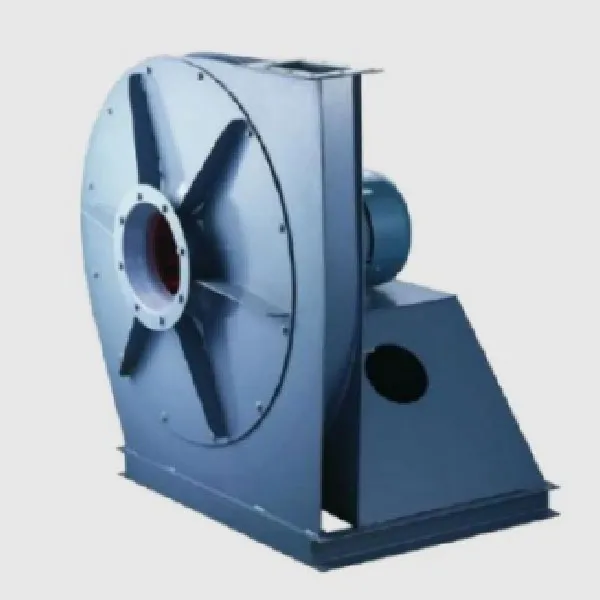
Galdararen zentrifugo Zaldien zaleek egokiak dira 2 eta 670 tona orduko lurrun galdaren zirriborroak orduko landare termikoetan. Induzitutako zirriborroak egindako ertaina flue gasa da, eta tenperaturak ez du 250 ºC baino gehiago izan behar. Induzitutako zirriborroaren zalearen aurretik, hautsa kentzeko gailua instalatu behar da; Zentralen erabilera orokorraren arabera, hautsa kentzeko eraginkortasuna ez da% 85 baino txikiagoa izan behar.
Kontzentrazio jakin batzuen gas korrosiboak transmititzea, beirazko zuntz edo altzairu herdoilgaitzezko materialak erabil daitezke korrosioarekiko erresistenteak diren zaleak fabrikatzeko. Gas sukoiak eta lehergarriak transmititzeko, aluminiozko akatsak eta leherketa-agiriak erabil daitezke leherketa froga zaleei egiteko. Gasaren garraiatzeagatik, 80 ºC eta 250 ºC arteko tenperaturetan, altzairuzko plaka arruntez osatutako ur-lubrifikatutako eserlekuak erabil daitezke, 250 ºC-tik gorako gasak diren bitartean, altzairu herdoilgaitzezko materialak erabiltzea gomendatzen da. Transmitatutako gasaren tenperatura handitzen doan heinean, zalearen presioa horren arabera aldatuko da eta motorraren potentzia ere doikuntza behar da. Informazio zehatza lortzeko, kontsultatu fabrikatzailea.
1) Induzitutako zirriborroa xurgapen mota gisa diseinatuta dago. Neurriak 8. zenbakiko 29.5 zenbakira bitartekoak dira.
2) Zale mota bakoitza ezkerreko biraketa edo eskuineko biraketa orrietan fabrikatu daiteke.
3) Zalearen irteeraren posizioa kaskarren irteeraren angeluarekin adierazten da.
4) Disko metodoak honako hauek dira: B, C motak gerrikoa egiteko; D motako akoplamendu unitaterako; E, F motak gerrikoa egiteko.
5) Produktuaren izen osoaren adibidea honako hau da:
G4-73NO.20Dright45 gradu
Y4-73NO.20DFT90 graduak
Non G eta Y galdara hornidura zaleek eta galdarak zirriborro zaleek hurrenez hurren.
Zentro zentrifugoa:
Kalderena: altzairuzko plaka, sendo eta fidagarria, mota integraletan edo erdi irekietan erabilgarri dago, erdi irekiak diren motak mantentze lanetarako erosoagoak dira. 14 zk. 14 zk. Gehienetan integralak dira gehienetan, 14 zenbakidun kopurua gehienetan erdi irekiak dira.
Aktorea:
Drive atala: ardatz nagusiz osatua, etxebizitza errodatuak, errodamenduak eta polea (edo akoplamenduak).
Sarrera: Forma koniko batean soldatuz, zalearen alboan kokatutako egitura konformatuagoa eratuz, norabide axialean zehar kokatutako zeharkako kurbatua duena, gasaren sarrera leuna galtze minimoarekin.
Atearen atea: sarreraren aurrealdean instalatuta, fanaren abiadura (presioa) etengabe mantentzen denean aire-bolumena doitzeko erabiltzen da.
Zentrifugo Zaleen Drive Parte Higadura ekipamendu arrunta da, sutondo-posizioa barne, etxebizitza higadura eramatea eta zaleen ardatzaren posizioaren higadura. Zale zentrifugoen gaineko errenetakoak, eraikuntza-soldadura, spraying termikoa eta elektroplatazioa dira. Elektrizatzea lodiera estalduraren bidez mugatzen den bitartean.
1.. Zentro zentrifugoko unitate osoa zuzenean jarri behar da oinarrian eta parekatutako xaflak erabiliz.
2. Guneak muntatutako zentrifugo zaleentzat, oinarrian dauden gainazal mekanizatuak behar bezala babestu behar dira eta ez luke herdoildu edo kalteik izan behar. Oinarria fundazioan jartzean, berdindu egin beharko litzateke parekatutako xaflak erabiliz.
3. Errodamenduko etxebizitzak ongi moldatzen da oinarrian, 0,2 / 1000 gainditu gabeko maila desbideratzearekin, ardatz nagusian eta zeharkako mailarekin neurtuta, 0,3 / 1000 gainditu gabe, errodamenduaren erdiko plano horizontalean neurtuta.
4. Errodamenduko maskorrak scrapatu aurretik, errotorearen ardatz-lerroa karkasa ardatz lerroarekin lerrokatu behar da, aldi berean, bultzadaren eta sarreraren arteko hutsunea eta atzeko aldea eta atzeko alboko plakaren arteko aldea, ekipamenduko dokumentu teknikoetan zehaztapenak betetzeko.
5. Ardatz nagusia eta errodadura maskorrak muntaketa garaian, txekeak ekipamenduko dokumentu teknikoen zehaztapenen arabera egin beharko lirateke. Errodamenduaren estalkiaren eta errodamendu-maskorraren arteko garbitasuna 0,03 eta 0,04 milimetrotan mantendu behar da (Errodadura-maskorraren kanpoko diametroa eta errodadura etxebizitzaren barneko diametroa neurtuta).
6. Zaleen karkasa muntatzean, estalkiaren ardatz ardatz-lerroan oinarrituta lerrokatu beharko litzateke, eta inpelster sarrerako hutsune axial eta erradialen artean, ekipamenduko dokumentu teknikoetan zehaztutako barrutira egokitu behar da. Aldi berean, egiaztatu aingura torlojuak modu seguruan lotzen diren ala ez. Ekipoen dokumentu teknikoek ez badute hutsuneen balioak zehazten, impeller kanpoko diametroaren 1/100 izan behar du eta hutsune erradiala uniformeki banatu beharko litzateke, inpelster kanpoko diametroaren 1,5 / 1000 eta 3/1000 balioarekin (kanpoko diametro txikienak lortzeko). Egokitzean, ahalegindu hutsuneen balioak minimizatzen zaleen eraginkortasuna hobetzeko. Zalea lerrokatzerakoan, zaleen ardatzaren eta motor ardatzaren arteko desegokiak ez du 0,05 milimetro erradikalki gainditzen eta ez du 0,2 / 1000 gainditu behar inklinazioan. Errodamenduzko errodamenduak dituzten zale zentrifugoetarako, errodadura-markoetan errodatutako zuloak desegitea errotorea instalatu ondoren zehaztu daiteke, biraketa leuna den ala ez.
Zibo Hongcheng Fan Co., Ltd. 50 serietik gorako produkzioan eta zaleen 600 zehaztapen eta eredu baino gehiago espezializatuta dago. Produktu hauek oso erabiliak dira industrietan, hala nola meatzaritza, ikatza, olio-soroak, landare kimikoak, labeak, metalurgia, galdarak, ehunak eta eraikuntzako materialak. Emandako marrazkien arabera, ekoizpen pertsonalizatua eta prozesamendua eskuragarri daude. Ongi etorri gurekin harremanetan lankidetzan.
")
")
")

Zaleen erresistenteak Zale zentrifugoak zale zentrifugoak dira higadura-erresistentzia bikaina dutenak, batez ere hautsak, partikulak eta bestelako substantzia urratzaileak dituzten gasak transmititzeko erabiltzen direnak. Zementua, altzairua, produktu kimikoak eta boterea bezalako industrietan aplikatzen dira.

Korrosioaren aurkako organoen aurkako zaleen funtzionamendu printzipioak bultzada elektrikoa gidatzen duen motor elektrikoa da, etxebizitza zilindriko baten barruan biratzeko. Airea biltzen da, energiari bultzatzen dio bultzatzaileari, presioa eta abiadura handituz eta, ondoren, axialki isurtzen da.

Etapa anitzeko zentrifugoaren funtzionamendu printzipioa: fase anitzeko suflante zentrifugoak energia zinetikoa energia potentzial bihurtzeko printzipioan oinarritzen da.

Presio handiko zentrifugoak, oro har, presio handiko aireztapenetarako erabiltzen dira, hala nola, forjaketa eta galdaketa labeak, beira, elektrizitate, zeramika, bateriak eta irrati elektronikoak.

Kea ihesaren zaleek kea, aire beroa eta gas toxikoak kanporatzeko erabiltzen diren aireztapen gailuak dira, suteen aurkako babesa, ihes industriala eta bestelako zelaiak eraikitzeko erabiltzen direnak.

Galdararen zentrifugoko kolpeak dira, 2 eta 670 tona orduko aireztapen-sistemetarako orduko landare termikoetan. Beste baldintza berezirik egon ezean, suflatzailea ere erabil daiteke meatze aireztapen eta aireztapen orokorrerako.

Ikatza Gas Booster fan, presio handiko suflante zentrifugo gisa ere ezaguna da, bi etapetako ikatz-sukaldeen joera oinarritzat hartuta, eszenatoki bakarreko ikatz sortzaileekin konbinatuta.

Desulfurizazio zaleek desulfurizazioaren (FGD) ekipamenduaren garestien aurkako erresistentzia gainditzeko erabiltzen dira.

Sustraien suhiltzaileak desplazamendu positibo positibo mota bat da, sarritan sustraien suhiltzaile gisa laburtuta ingelesez. Lan printzipioak bi errotore suposatzen ditu, edo antzeko formak, karkasa, alboko plakak eta engranaje sinkronikoak.

Inpilatzailea airearen mugimenduaren arduraduna da; etxebizitzak barneko zatiak babesten ditu; Motorrak bultzada bultzatzen du bultzadaren biraketa egiteko; Oinarriak zalea babesten du; Eta haize txanoa, difusorea eta tutoreek aire-fluxua optimizatzen dute eta euria eta haizearen intrusioa ekiditen dituzte.

Altzairu herdoilgaitzezko zentrifugoa kalitate handiko altzairu herdoilgaitzezko materialez egindako aireztapen ekipamendua da.

Errekuntza laguntzaile zalea aireztapen-gailu espezializatua da, aireak (edo oxigenoa) aktiboki hornitzeko diseinatuta, galdarak, industriako labeak, erraustegiak, etab.

Korrosioaren aurkako zentrifugo Zaleek osagai nagusiek korrosioaren aurkako tratamendua jasan duten zaleei dagokie edo korrosioaren aurkako materialak erabiliz fabrikatzen dira, komunikabide korrosiboak jasateko gai direnak.

HVAC sistemak: eraikin handietan aireztapen eta aire trukean erabiltzen da, HVAC sistemetan hornitzen eta itzultzeko, aire freskoa eskainiz eta barruko ingurune erosoa mantenduz.

Titaniozko zaleek, industria kimikoetarako titaniozko zaleen aurkako zaleek ere ezagunak dira, industria kimikoetarako.

Labearen ihes-zaleari labeko sisteman ekipamendu kritikoa da, batez ere labeetako gasak ateratzeko, barneko presioa eta tenperatura arautzea, etab.

















{kind=link}
{kind=link}