Vifta með kolakenndum katli GY4-73 iðnaðarútblástur aðdáandi slitþolið og háhitaþolið
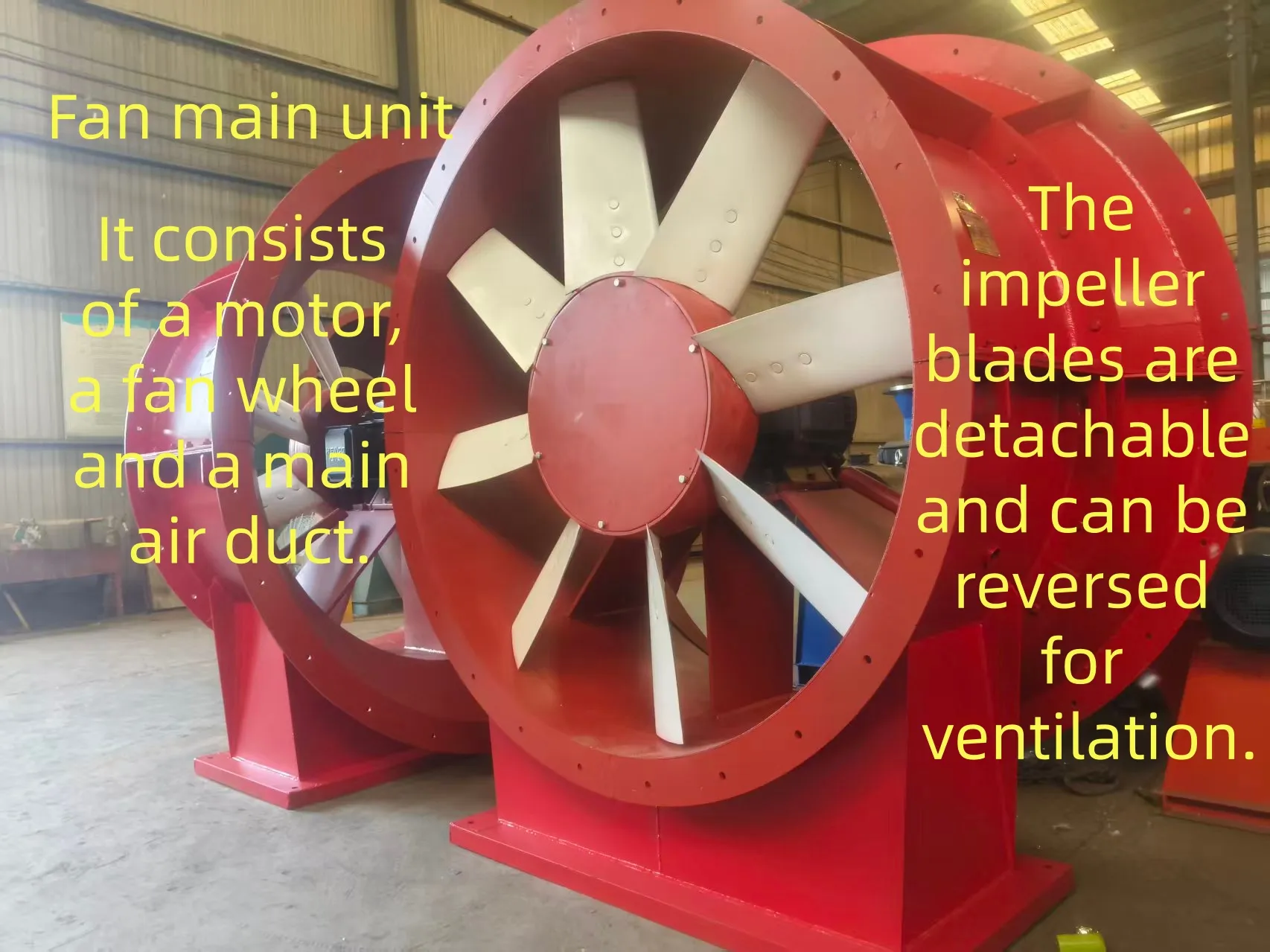
Kolakynt ketilsviftan er kjarna aukabúnaður í kolakyntu ketilkerfinu. Hlutverk þess er að draga út útblástursloftið sem myndast við bruna ketilsins með undirþrýstingssog og viðhalda viðeigandi undirþrýstingsumhverfi í ofninum til að tryggja fullkominn eldsneytisbrennslu og stöðugan gang ketilsins.
I. Kjarnastarfsregla
Vökvablástursviftan myndar undirþrýstingssvæði við viftuinntakið með miðflóttakrafti eða ásþrýstingi sem myndast af snúningshjólinu, dregur háhitaútblástursloftið frá ofninum í gegnum útblástursloftið inn í viftuna og losar það síðan í gegnum úttaksrofið til strompsins (eða umhverfisverndarbúnaðar eins og brennisteinshreinsun og afbrennslubúnað).
Undirþrýstingur ofnsins verður að vera strangt stjórnað (almennt -20 til -50 Pa). Of mikill undirþrýstingur getur dregið að sér kalt loft, sem dregur úr hitauppstreymi ketilsins, en ófullnægjandi undirþrýstingur getur valdið því að loga blási út, sem skapar öryggishættu.
Tegundir ketils með miðflótta dragviftum:
1) Vifturinn sem framkallaður er er hannaður sem ein soggerð. Stærðir eru frá nr. 8 til nr. 29,5.
2) Hægt er að framleiða hverja tegund viftu í annað hvort vinstri snúningi eða hægri snúningsformum.
3) Úttaksstaða viftunnar er gefin til kynna með horninu á útgangi hlífarinnar.
4) drifaðferðirnar fela í sér: B, C gerðir fyrir beltisdrif; D gerð fyrir tengibúnað; E, F gerðir fyrir beltisdrif.
5) Dæmi um allt vöruheitið er eftirfarandi:
G4-73NO.20Dright45 gráður
Y4-73no.20deft90 gráður
Þar sem G og Y tákna aðdáendur ketils og framkölluðu aðdáendur ketils.
Byggingareiginleikar blástursvifta ketils: Kolakynt ketilsblástursvifta
Miðflótta aðdáandi:
Hylki: úr stálplötu, traustum og áreiðanlegum, fáanlegar í samþættum eða hálfopnum gerðum, þar sem hálfopnar gerðir eru þægilegri fyrir viðhald. Aðdáendur undir nr. 14 eru að mestu leyti ómissandi en þeir sem eru ofar 14 eru að mestu leyti hálfopnir.
Hringjandi:
Drifhlutur: Samanstendur af aðalskafti, burðarhúsi, veltandi legum og trissu (eða tengingu).
Inntak: Soðið í keilulaga lögun og myndar straumlínulagað samleitni uppbyggingu, staðsett á hlið viftu, með bogadregnum þversniði meðfram axial áttinni, sem gerir kleift að fá gasi inn í hjólið með lágmarks tapi.
Throttle Door: Sett upp framan á inntakið, notað til að stilla rúmmál loftstreymis þegar viftuhraði (þrýstingur) er stöðugur.
Viðgerð vegna bilunar við blástursviftu vegna kolaketils
Slit á miðflóttaviftudrifhluta er algengt búnaðarvandamál, þar á meðal legustöðu blásara, slit á leguhúsi og slit á legu viftuás. Fyrir ofangreindar galla miðflóttavifta, fela hefðbundnar viðgerðaraðferðir í sér uppbyggingarsuðu, hitauppstreymi og rafhúðun, en hver hefur ákveðna galla: háan hita sem myndast við suðu framleiðir varmaálag sem ekki er hægt að útrýma að fullu, veldur auðveldlega efnisskemmdum, sem leiðir til beygingar eða brots; meðan rafhúðun er takmörkuð af húðþykkt,
Uppsetning skiptir máli fyrir blástursviftu af ketill Kolakyntur blástursvifta
1.
2. fyrir miðflótta aðdáendur sem eru samsettir, ættu að vernda vélina á grunninum rétt og ættu ekki að hafa ryð eða skemmdir. Þegar grunnurinn er settur á grunninn ætti að jafna hann með pöruðum hneigðum shims.
3.. Begulhúsið ætti að passa grunninn, með lengdarstig frávik ekki hærri en 0,2/1000, mældur með stigi á aðalskaftinu, og þverfrávik fráviks ekki hærri en 0,3/1000, mæld með stigi á lárétta miðju plan beinshússins.
4.. Áður en hann skrapp við burðarskelina ætti að samræma ás línu snúningsins við hlífarásarlínuna, samtímis að stilla bilið á milli hjólsins og inntaksins og bilsins milli aðalskaftsins og afturhliðarplötunnar sem ber gat á hlífinni til að uppfylla forskriftir í tæknilegum skjölum búnaðarins.
5. Við samsetningu aðalskaftsins og bera skeljar, ætti að framkvæma ávísanir samkvæmt forskriftunum í tæknilegum skjölum búnaðarins. Halda skal úthreinsuninni milli burðarhlífarinnar og burðarskelsins við 0,03 til 0,04 millimetra (mæld með ytri þvermál burðarskelsins og innri þvermál burðarhússins).
6. Þegar hlífin er sett saman ætti að samræma stöðu hlífarinnar út frá miðlínu snúningsásarinnar og aðlaga ætti axial og geislamyndun milli hjólsinntaksins og hlífðarinntaksins að sviðinu sem tilgreint er í tæknilegum skjölum búnaðarins. Á sama tíma skaltu athuga hvort akkerisboltarnir séu örugglega festir. Ef tæknileg skjöl búnaðarins tilgreina ekki bilgildin, ætti almenna axial bilið að vera 1/100 af ytri þvermál hjólsins, og geislamyndun ætti að dreifa jafnt, með gildi 1,5/1000 til 3/1000 af ytri þvermálinu (fyrir minni ytri þvermál, taka stærra gildi). Meðan á aðlögun stendur, leitaðu að því að lágmarka bilgildin til að bæta skilvirkni viftu. Þegar þú samræmist viftunni ætti misskiptingin milli viftuskaftsins og mótorskaftsins ekki að fara yfir 0,05 millimetra geislameðferð og ætti ekki að fara yfir 0,2/1000 í tilhneigingu. Fyrir miðflóttaviftur með veltandi legur er hægt að ákvarða misskiptingu burðarholanna á tveimur burðargrindunum eftir að snúningurinn er settur upp, miðað við hvort snúningurinn sé sléttur.
Zibo Hongcheng Fan Co., Ltd. sérhæfir sig í framleiðslu yfir 50 seríu og meira en 600 forskriftir og gerðir aðdáenda. Þessar vörur eru mikið notaðar í atvinnugreinum eins og námuvinnslu, kolanámum, olíusviðum, efnaplöntum, ofni, málmvinnslu, kötlum, vefnaðarvöru og byggingarefni. Sérsniðin framleiðsla og vinnsla samkvæmt fyrirliggjandi teikningum er tiltækt. Verið velkomin að hafa samband við okkur til samvinnu.