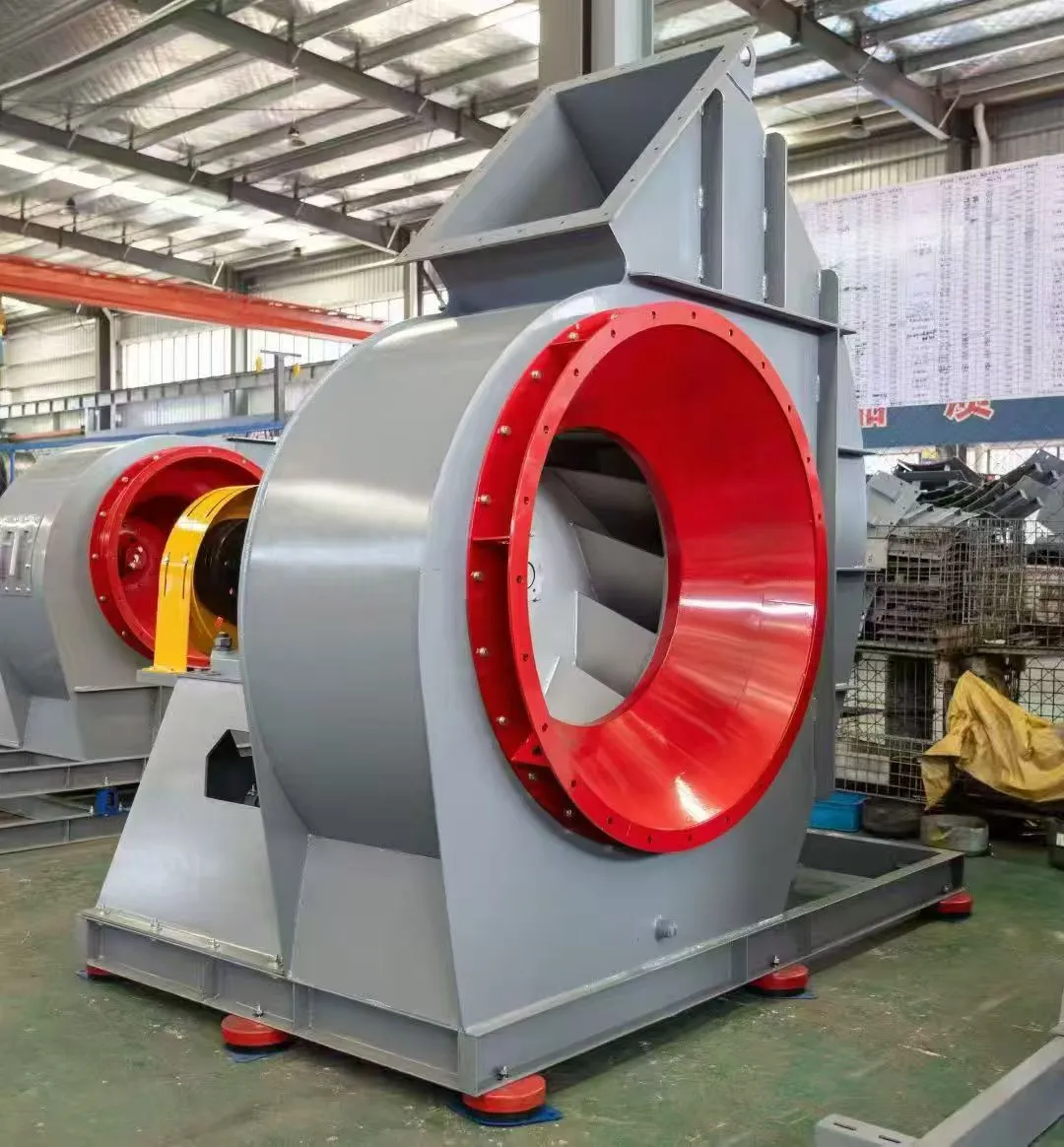
石炭焚きボイラー誘引通風機 GY4-73 工業用排気ファン 耐摩耗性と耐高温性
石炭焚きボイラ誘引通風機は、石炭焚きボイラシステムの中核となる補機です。ボイラーの燃焼により発生する排ガスを負圧吸引により取り出し、炉内を適切な負圧環境に維持することで燃料の完全燃焼とボイラーの安定運転を実現します。
I. 基本的な動作原理
誘引通風ファンは、羽根車の回転により発生する遠心力や軸推力によりファン入口に負圧帯を形成し、炉内の高温排ガスを煙道を通してファン内に吸引し、出口煙道から煙突(または脱硫・脱硝装置などの環境保全設備)に排出します。
炉の負圧は厳密に管理する必要があります(通常 -20 ~ -50 Pa)。過度の負圧は冷気を吸い込み、ボイラーの熱効率を低下させる可能性があり、負圧が不十分な場合は炎の吹き出しを引き起こし、安全上の問題を引き起こす可能性があります。
ボイラー遠心誘引通風機の種類:
1)誘導されたドラフトファンは、単一の吸引タイプとして設計されています。サイズの範囲は8番から29.5番です。
2)各タイプのファンは、左回転または右回転のいずれかで製造できます。
3) ファンの出口位置はケーシング出口の角度で表します。
4)ドライブ方法には、B、Cタイプのベルトドライブが含まれます。 dカップリングドライブのタイプ。 e、fベルトドライブ用のタイプ。
5)完全な製品名の例は次のとおりです。
G4-73NO.20Dright45度
Y4-73NO.20DLEFT90度
GとYは、それぞれボイラー供給ファンとボイラーを誘発したドラフトファンを表しています。
ボイラー誘引通風機の構造的特徴:石炭焚きボイラー誘引通風機
遠心ファン:
ケーシング:鋼鉄のプレートで作られ、頑丈で信頼性が高く、積分または半開きのタイプで利用できます。セミオープンタイプはメンテナンスにより便利です。 No. 14以下のファンはほとんど不可欠ですが、14番の上記はほとんどセミオープンです。
インペラー:
ドライブセクション:メインシャフト、ベアリングハウジング、ローリングベアリング、プーリー(またはカップリング)で構成されています。
インレット:円錐形に溶接され、ファンの側面にある合理化された収束構造を形成し、軸方向に沿って湾曲した断面があり、最小限の損失でインペラーにガスを滑らかにすることができます。
スロットルドア:インレットの前面に設置され、ファンの速度(圧力)が一定のままであるときに気流の量を調整するために使用されます。
ボイラー誘引通風機故障修理 石炭焚きボイラー誘引通風機
遠心ファンの駆動部品の摩耗は、ブロワーのベアリング位置、ベアリング ハウジングの摩耗、ファン シャフトのベアリング位置の摩耗など、一般的な機器の問題です。遠心ファンの上記の故障に対して、従来の修理方法には肉盛溶接、溶射、電気めっきなどがありますが、それぞれに欠点があります。溶接によって発生する高温により熱応力が発生し、完全に除去することができず、材料に損傷を与えやすく、部品の曲がりや破損につながります。電気メッキはコーティングの厚さによって制限されますが、
ボイラー誘引通風機の設置事項 石炭焚きボイラー誘引通風機
1.遠心ファンユニット全体をファンデーションに直接配置し、ペアの傾斜シムを使用して平準化する必要があります。
2。サイト組み立てられた遠心ファンの場合、ベース上の機械加工された表面は適切に保護され、錆や損傷を持たないようにする必要があります。基地を基礎に配置するときは、ペアの傾斜シムを使用して平準化する必要があります。
3.ベアリングハウジングは、メインシャフトのレベルで測定され、0.3/1000を超えない横方向のレベル偏差で測定され、ベアリングハウジングの水平ミッド面で測定されていない縦方向のレベル偏差が0.2/1000を超えていないベースにしっかりと適合する必要があります。
4.ベアリングシェルを削る前に、ローターの軸線をケーシング軸線と同時に整列させる必要があります。同時に、インペラーとインレットの間のギャップを調整し、メインシャフトとケーシングの後部サイドプレートの穴との間のギャップを調整して、機器の技術文書の仕様を満たします。
5。メインシャフトとベアリングシェルのアセンブリ中に、機器の技術文書の仕様に従ってチェックを実行する必要があります。ベアリングカバーとベアリングシェルの間のクリアランスは、0.03〜0.04ミリメートル(ベアリングシェルの外径とベアリングハウジングの内径で測定)に維持する必要があります。
6.ファンケーシングを組み立てる場合、ケーシングの位置はローター軸の中心線に基づいて整列する必要があり、インペラーの入口とケーシング入口の間の軸方向と放射状のギャップは、機器の技術文書で指定された範囲に調整する必要があります。同時に、アンカーボルトがしっかりと固定されているかどうかを確認します。機器の技術文書がギャップ値を指定していない場合、一般的な軸のギャップはインペラーの外径の1/100でなければならず、半径方向のギャップは均一に分布する必要があり、値は1.5/1000〜3/1000のインペラーの外径(より小さな角径の場合、値が大きくなります)。調整中に、ギャップ値を最小化してファンの効率を向上させるよう努めます。ファンを調整する場合、ファンシャフトとモーターシャフトの間の不整合は、半径方向に0.05ミリメートルを超えてはならず、傾斜で0.2/1000を超えてはなりません。ローリングベアリングを備えた遠心ファンの場合、回転が滑らかであるかどうかに基づいて、ローターの取り付け後に2つのベアリングフレームのベアリング穴の不整列を決定できます。
Zibo Hongcheng Fan Co.、Ltd。は、50を超えるシリーズと600を超える仕様とファンのモデルの制作を専門としています。これらの製品は、鉱業、炭鉱、油田、化学プラント、ki、冶金、ボイラー、織物、建築材料などの産業で広く使用されています。提供された図面に応じたカスタム制作と処理が利用可能です。協力のためにお問い合わせください。