-
+86-13361597190
-
180 호, 중국 산동 주 Zhoucun 지구의 Nanjiao 도시 Wujia Village Industrial Park.
+86-13361597190
180 호, 중국 산동 주 Zhoucun 지구의 Nanjiao 도시 Wujia Village Industrial Park.







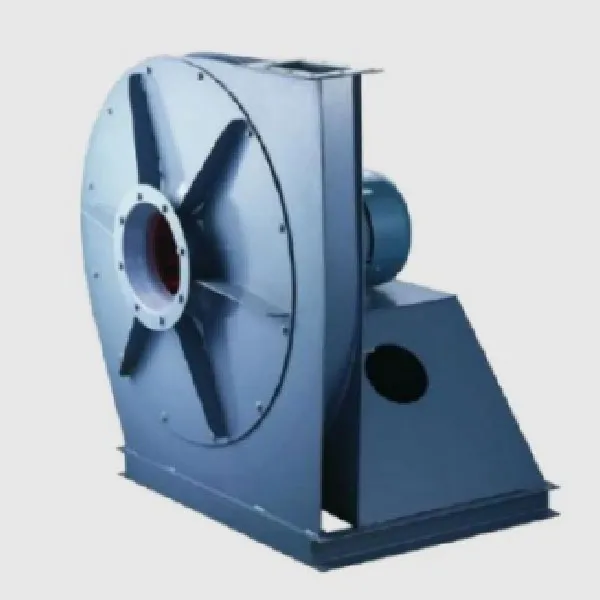
보일러 원심 유도 초안 팬은 열 발전소에서 시간당 2 ~ 670 톤 범위의 증기 보일러 초안 시스템에 적합합니다. 유도 된 드래프트 팬에 의해 전달 된 배지는 연도 가스이며, 온도는 250 ° C를 초과해서는 안됩니다. 유도 된 드래프트 팬 전에 먼지 제거 장치를 설치해야합니다. 일반 발전소 사용에 따르면 먼지 제거 효율은 85%이상이어야합니다.
특정 농도의 부식성 가스를 전달하기 위해 유리 섬유 또는 스테인리스 스틸 재료를 사용하여 부식성 팬을 제조 할 수 있습니다. 가연성 및 폭발성 가스를 전달하려면 알루미늄 임펠러와 폭발 방지 모터를 사용하여 폭발 방지 팬을 만드는 데 사용할 수 있습니다. 80 ° C에서 250 ° C 사이의 온도에서의 가스 운반의 경우, 일반 강판으로 만든 수질 베어링 시트를 사용할 수 있으며 250 ° C 이상의 가스의 경우 스테인레스 스틸 재료를 사용하는 것이 좋습니다. 전달 된 가스의 온도가 증가함에 따라 팬의 압력이 그에 따라 변하고 모터 파워도 조정이 필요할 수 있습니다. 자세한 정보는 제조업체를 참조하십시오.
1) 유도 초안 팬은 단일 흡입 유형으로 설계되었습니다. 크기는 8 위에서 29.5입니다.
2) 각 유형의 팬은 왼쪽 회전 또는 오른쪽 회전 형태로 제조 될 수 있습니다.
3) 팬의 배출구 위치는 케이싱 출구 각도로 표시됩니다.
4) 드라이브 방법에는 다음이 포함됩니다 : B, C 유형 벨트 드라이브; D 유형 커플 링 드라이브; E, F 벨트 드라이브의 유형.
5) 전체 제품 이름의 예는 다음과 같습니다.
G4-73NO.20DRIGHT45도
Y4-73No.20Dleft90도
여기서 G와 Y는 각각 보일러 공급 팬과 보일러 유도 초안 팬을 나타냅니다.
원심 팬 :
케이싱 : 스틸 플레이트, 견고하고 신뢰할 수 있으며 통합 또는 반 오픈 유형으로 제공되며 반 오픈 유형은 유지 보수에 더 편리합니다. 14 번 미만의 팬은 대부분 필수이며 14 번 위의 팬은 대부분 반 개방됩니다.
임펠러 :
드라이브 섹션 : 메인 샤프트, 베어링 하우징, 롤링 베어링 및 풀리 (또는 커플 링)로 구성됩니다.
입구 : 원추형 모양으로 용접되어 팬의 측면에 위치한 간소화 된 수렴 구조를 형성하고 축 방향을 따라 곡선 크로스 섹션이있어 최소한의 손실로 임펠러에 가스를 부드럽게 진입 할 수 있습니다.
스로틀 도어 : 팬 속도 (압력)이 일정하게 유지 될 때 공기 흐름의 부피를 조정하는 데 사용되는 입구 전면에 설치되어 있습니다.
원심 팬 드라이브 부품 마모는 송풍기 베어링 위치, 베어링 하우징 마모 및 팬 샤프트 베어링 위치 마모를 포함한 일반적인 장비 문제입니다. 원심 분리 팬의 위의 결함의 경우, 전통적인 수리 방법에는 빌드 업 용접, 열 분무 및 전기 도금이 포함되지만 각각의 단점이 있습니다. 용접에 의해 생성 된 고온에는 온도가 완전히 제거 될 수없는 열 응력을 생성하여 물질 손상을 쉽게 발생시켜 부품 굽힘 또는 파손을 초래합니다. 전기 도금은 코팅 두께에 의해 제한된다.
1. 전체 원심 팬 유닛은 기초에 직접 배치되어 쌍을 이루는 성사를 사용하여 레벨링해야합니다.
2. 사이트-조립 원심 분리 팬의 경우베이스의 가공 된 표면은 올바르게 보호되어야하며 녹이나 손상이 없어야합니다. 기초에베이스를 배치 할 때는 쌍을 이루는 성사를 사용하여 레벨링해야합니다.
3. 베어링 하우징은베이스에 단단히 맞아야하며, 종 방향 레벨 편차는 0.2/1000을 초과하지 않고 메인 샤프트의 레벨로 측정하고, 가로 레벨 편차는 0.3/1000을 초과하지 않으며 베어링 하우징의 수평 중간면에서 레벨로 측정됩니다.
4. 베어링 쉘을 긁어 내기 전에 로터의 축 선은 케이싱 축 선과 정렬되어야하며, 임펠러와 입구 사이의 간격과 메인 샤프트와 케이싱의 후면 플레이트 베어링 구멍 사이의 간격을 동시에 조정하여 장비 기술 문서의 사양을 충족시켜야합니다.
5. 메인 샤프트 및 베어링 쉘의 조립 중에 장비 기술 문서의 사양에 따라 점검을 수행해야합니다. 베어링 커버와 베어링 쉘 사이의 클리어런스는 0.03 ~ 0.04 밀리미터 (베어링 쉘의 외경과 베어링 하우징의 내 직경에 의해 측정 됨)로 유지해야합니다.
6. 팬 케이스를 조립할 때, 케이싱의 위치는 로터 축 중심선에 따라 정렬되어야하며, 임펠러 흡입구와 케이싱 흡입구 사이의 축 방향 및 방사형 갭은 장비 기술 문서에 지정된 범위로 조정되어야합니다. 동시에 앵커 볼트가 단단히 고정되어 있는지 확인하십시오. 장비 기술 문서가 갭 값을 지정하지 않으면 일반 축 방향 간격은 임펠러 외경의 1/100이어야하며, 방사형 간격은 임펠러 외경의 1.5/1000 ~ 3/1000의 값으로 균일하게 분포되어야합니다 (더 작은 외부의 경우 더 큰 값을 취하십시오). 조정하는 동안 팬 효율을 향상시키기 위해 갭 값을 최소화하기 위해 노력하십시오. 팬을 정렬 할 때 팬 샤프트와 모터 샤프트 사이의 오정렬은 방사상 0.05 밀리미터를 초과해서는 안되며 경사에서 0.2/1000을 초과해서는 안됩니다. 롤링 베어링이있는 원심 팬의 경우, 회전이 원활한 지 여부에 따라 로터가 설치 된 후 두 베어링 프레임의 베어링 구멍의 오정렬을 결정할 수 있습니다.
Zibo Hongcheng Fan Co., Ltd.는 50 개가 넘는 시리즈와 600 개 이상의 사양 및 팬 모델을 제작하는 것을 전문으로합니다. 이 제품은 채굴, 석탄 광산, 유전, 화학 공장, 가마, 야금, 보일러, 섬유 및 건축 자재와 같은 산업에서 널리 사용됩니다. 제공된 도면에 따른 맞춤형 생산 및 처리를 사용할 수 있습니다. 협력을 위해 저희에게 연락을 오신 것을 환영합니다.
")
")
")

보일러 원심 송풍기는 열 발전소에서 시간당 2 ~ 670 톤 범위의 증기 보일러의 환기 시스템에 적합합니다. 다른 특별한 요구 사항이 없다면, 송풍기는 광산 환기 및 일반 환기에도 사용될 수 있습니다.

FBCDZ 탄산 광산 메인 인공 호흡기는 지하 석탄 광산에서 일반적으로 사용되는 축 흐름 메인 환기 팬으로, 대조 구조를 특징으로합니다.

FBD 시리즈 (D () 폭발 방지 압력 침입 카운터 퇴치 축 방향 흐름 로컬 환기 팬인이 제품은 MT755-1997 '지역 환기 팬을 반복하는 기술 조건'에 따라 제조됩니다. 현재 국내 및 국제적으로 가장 이상적인 탄광 환기 장비입니다.

연기 배기 팬은 연기, 열기 및 독성 가스를 배출하는 데 사용되는 환기 장치이며, 화재 방지, 산업 배기 및 기타 분야에 널리 적용됩니다.


JK 시리즈의 Mine Local 배기 팬에는 JK58, JK55, JK56, JK67, JK40 및 DJK50과 같은 모델이 포함됩니다. 이 팬들은 야금, 비철 금속, 금 채굴, 화학 물질, 건축 자재 및 원자력 산업과 같은 산업 분야의 다양한 비금속 광산을 위해 특별히 설계되었습니다.

HTF 유형의 화재 연기 배기 축 팬은 주로 화재 중에 연기와 독성 가스를 빠르게 배출하는 데 사용됩니다. 양방향 축 팬은 정상적인 상황에서 환기 및 공기 교환 및 화재 중 연기 추출에 사용될 수 있습니다.

방지 축 방향 흐름 팬의 작동 원리는 임펠러가 원통형 하우징 내에서 회전하도록 전기 모터를 포함합니다. 공기는 수집기를 통해 들어가고 임펠러에서 에너지를 얻고 압력과 속도를 증가시킨 다음 축 방향으로 배출됩니다.

SDF 터널 구조 축 방향 흐름 팬은 주로 터널 발굴 중에 방출되는 유해한 가스를 폭발하는 데 사용됩니다 (예 : 폭발 및 내연 기관의 내연 기관)와 같은 터널 구조를위한 우수한 작업 환경을 제공하고, 작업자의 건강 유지, 정상적이고 원활한 건설, 작업 효율성을 향상 시키며 프로젝트 품질을 보장합니다.


























{kind=link}
{kind=link}