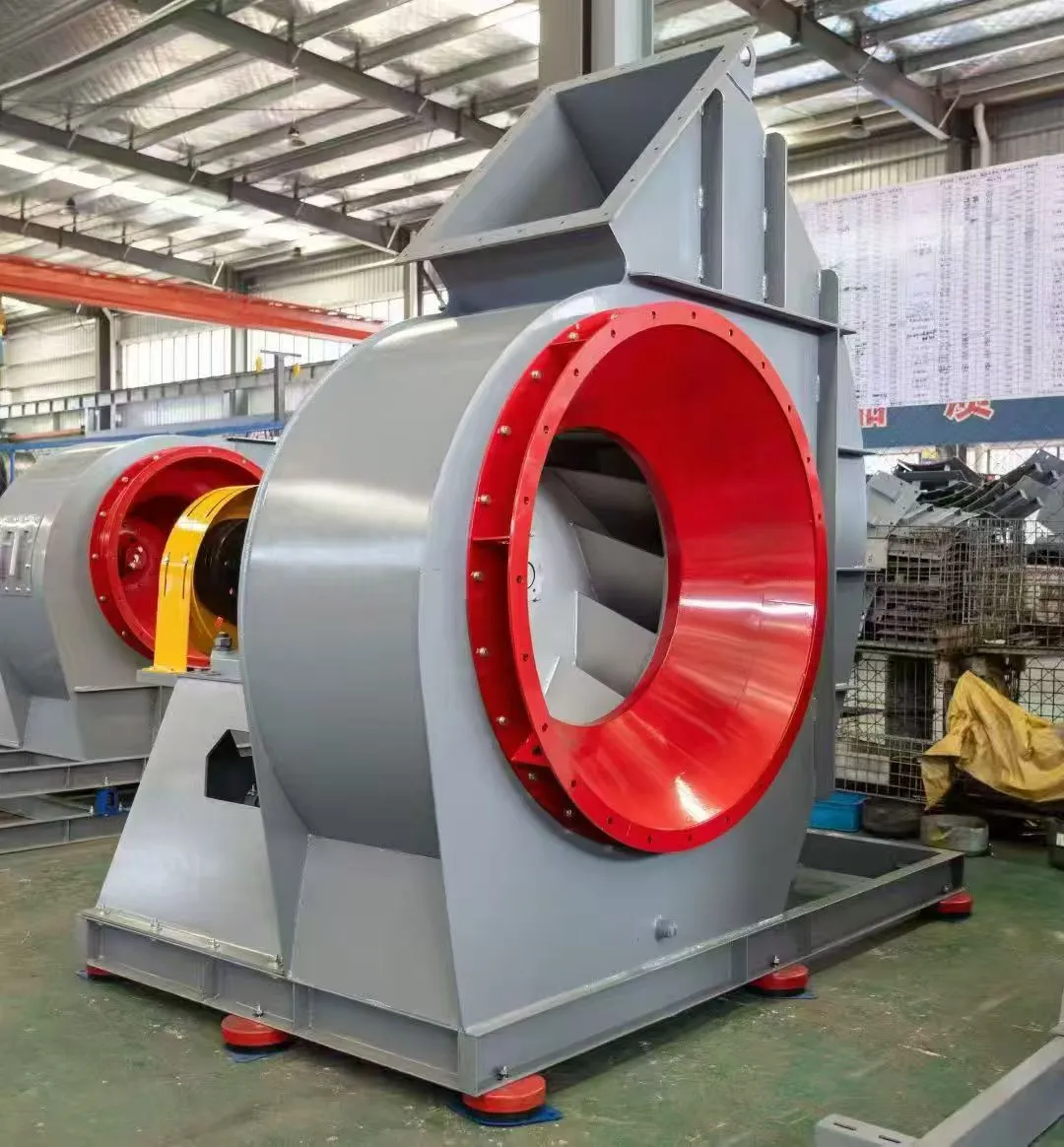
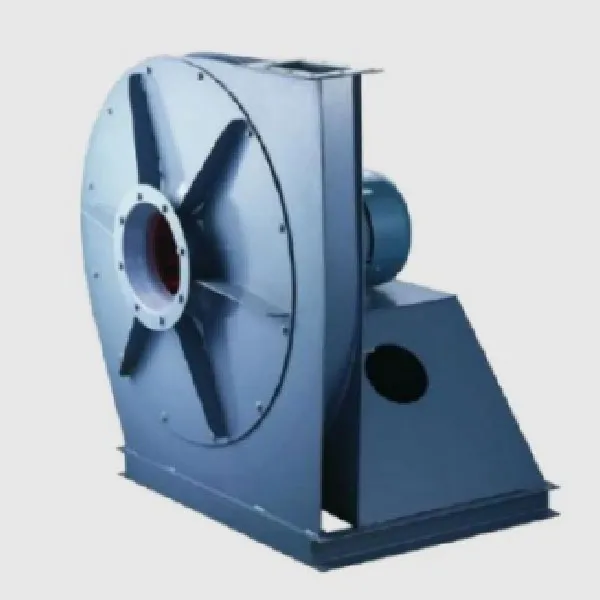
بوائلر انڊسڊ ڊرافٽ فين لاءِ تنصيب جا معاملا
1. سڄي سينٽريفيوگل فين يونٽ کي سڌو سنئون بنياد تي رکڻ گهرجي ۽ جوڙيل مائل شيمس استعمال ڪندي برابر ڪيو وڃي.
2. سائيٽ تي گڏ ڪيل سينٽريفيوگل مداحن لاءِ، بنيادي طور تي مشين ٿيل سطحن کي صحيح طرح سان محفوظ رکڻ گھرجي ۽ ان ۾ زنگ يا نقصان نه ھجڻ گھرجي. جڏهن بنياد کي بنياد تي رکي، ان کي ٺهڪندڙ شيم استعمال ڪندي برابر ڪيو وڃي.
3. بيئرنگ ھاؤسنگ کي بنيادي طور تي مضبوطيءَ سان ٺھيل ھجڻ گھرجي، ڊگھي سطح جي انحراف 0.2/1000 کان وڌيڪ نه ھجي، مين شافٽ تي ليول سان ماپي وڃي، ۽ ٽرانسورس ليول انحراف 0.3/1000 کان وڌيڪ نه ھجي، بيئرنگ جي افقي وچ واري جهاز تي ليول سان ماپي وڃي.
4. بيئرنگ شيل کي ڇڪڻ کان اڳ، روٽر جي محور لائن کي ڪيسنگ جي محور لائن سان ترتيب ڏيڻ گهرجي، هڪ ئي وقت ۾ امپيلر ۽ انليٽ جي وچ ۾ خال کي ترتيب ڏيڻ ۽ مکيه شافٽ جي وچ واري خال ۽ پوئين پاسي واري پليٽ بيئرنگ سوراخ جي وچ ۾ فرق کي ترتيب ڏيڻ لاء سامان جي ٽيڪنيڪل دستاويزن ۾ وضاحتن کي پورا ڪرڻ لاء.
5. مکيه شافٽ ۽ بيئرنگ شيل جي اسيمبليء جي دوران، سامان جي ٽيڪنيڪل دستاويزن ۾ وضاحتن جي مطابق چڪاس ڪيو وڃي. بيئرنگ ڍڪ ۽ بيئرنگ شيل جي وچ ۾ ڪليئرنس 0.03 کان 0.04 ملي ميٽر تي برقرار رکڻ گهرجي (بيئرنگ شيل جي ٻاهرئين قطر ۽ بيئرنگ هائوسنگ جي اندروني قطر سان ماپيل).
6. جڏهن فين جي ڪيسنگ کي گڏ ڪيو وڃي، ڪيسنگ جي پوزيشن کي روٽر جي محور سينٽرل لائن جي بنياد تي ترتيب ڏيڻ گهرجي، ۽ محوري ۽ ريڊيل خال جي وچ ۾ امپيلر انٽ ۽ ڪيسنگ انليٽ کي سامان جي ٽيڪنيڪل دستاويزن ۾ بيان ڪيل حد تائين ترتيب ڏيڻ گهرجي. ساڳئي وقت، چيڪ ڪريو ته لنگر بولٽ محفوظ طور تي تيز آهن. جيڪڏهن سامان جي ٽيڪنيڪل دستاويزن ۾ خال جي قيمتن جي وضاحت نه ڪئي وئي آهي، عام محوري خال امپيلر جي ٻاهرئين قطر جو 1/100 هجڻ گهرجي، ۽ ريڊيل خال هڪجهڙائي سان ورهايو وڃي، 1.5/1000 کان 3/1000 جي قيمت سان، امپيلر جي ٻاهرين قطر جي 1.5/1000 جي قيمت سان (ننڍن قدرن لاءِ. ترتيب ڏيڻ دوران، فين جي ڪارڪردگي کي بهتر ڪرڻ لاء خال جي قيمتن کي گھٽائڻ جي ڪوشش ڪريو. جڏهن فين کي ترتيب ڏيو، فين شافٽ ۽ موٽر شافٽ جي وچ ۾ غلط ترتيب 0.05 ملي ميٽر کان وڌيڪ نه هجڻ گهرجي ۽ 0.2/1000 کان وڌيڪ نه هجڻ گهرجي. رولنگ بيئرنگ سان سينٽرفيوگل مداحن لاءِ، ٻن بيئرنگ فريم تي بيئرنگ سوراخ جي غلط ترتيب جو اندازو روٽر نصب ٿيڻ کان پوءِ طئي ڪري سگهجي ٿو، ان جي بنياد تي ته ڇا گردش هموار آهي.
Zibo Hongcheng فين ڪمپني، لميٽيڊ 50 کان وڌيڪ سيريز ۽ 600 کان وڌيڪ وضاحتن ۽ مداحن جي ماڊل جي پيداوار ۾ ماهر آهي. اهي پراڊڪٽس وڏي پيماني تي صنعتن ۾ استعمال ڪيا ويا آهن جهڙوڪ کان کني، ڪوئلي جي کاڻ، تيل جا شعبا، ڪيميائي پلانٽ، ڀٽي، ڌاتو، بوائلر، ڪپڙي، ۽ تعميراتي مواد. مهيا ڪيل ڊرائنگ جي مطابق ڪسٽم پيداوار ۽ پروسيسنگ موجود آهن. تعاون لاء اسان سان رابطو ڪرڻ لاء ڀلي ڪري آيا.