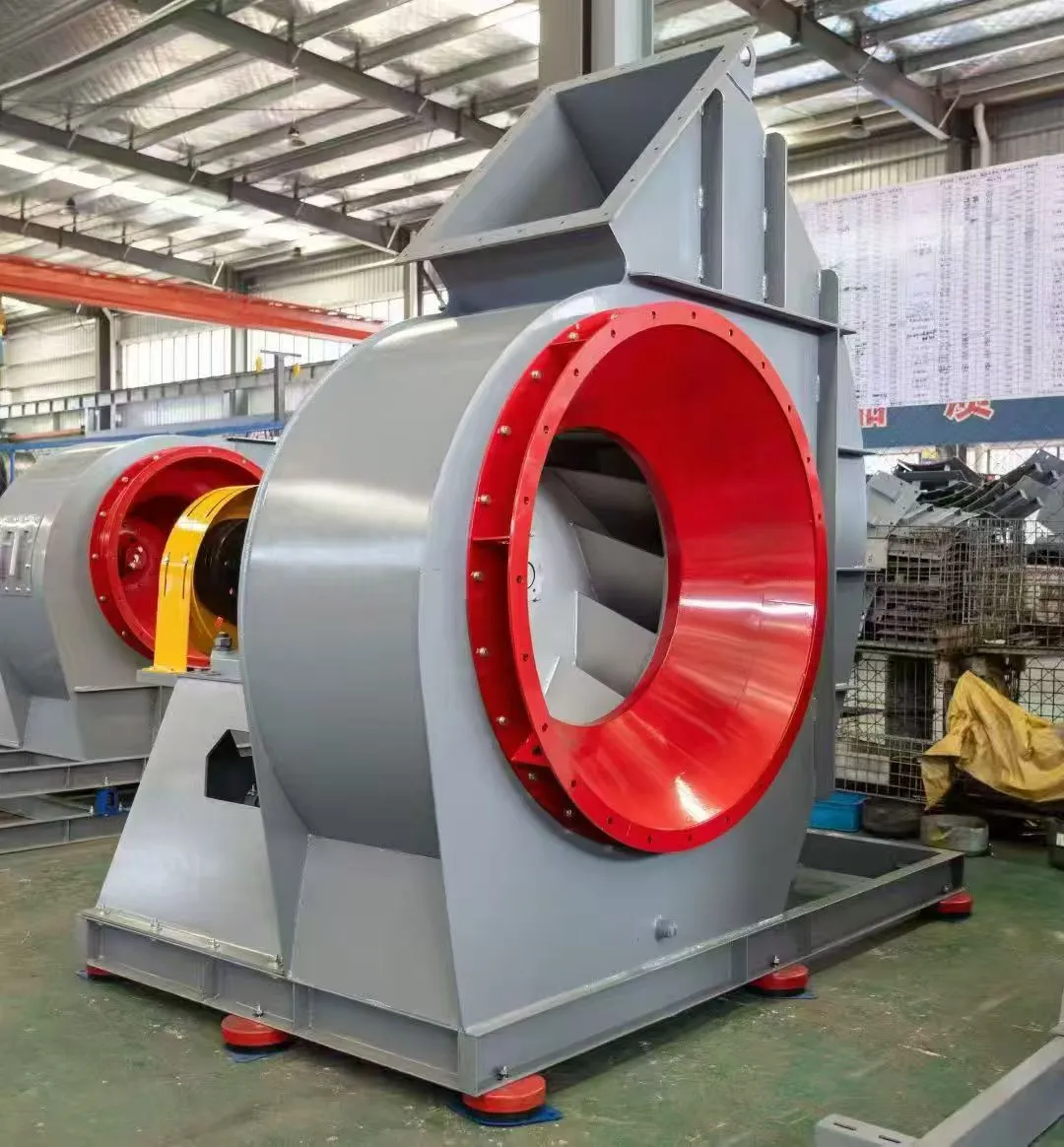
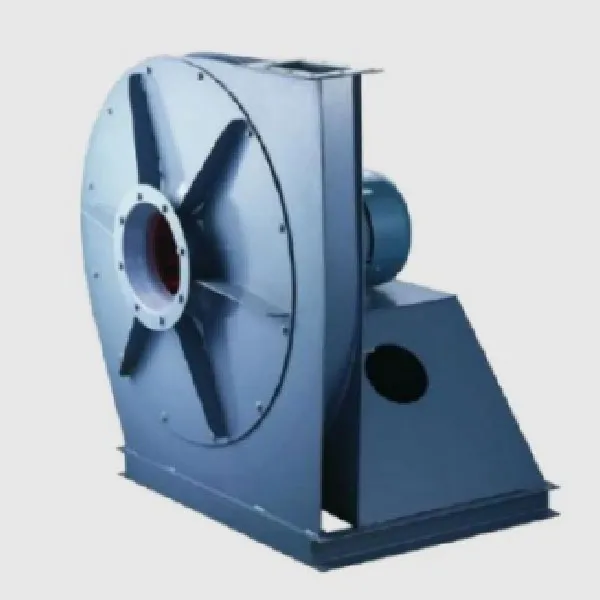
Installationsfrågor för panninducerad utkast till fläkt
1. Hela centrifugalfläktenheten bör placeras direkt på grunden och jämnas med parade lutande mellanrum.
2. För platsmonterade centrifugalfläktar bör de bearbetade ytorna på basen skyddas ordentligt och bör inte ha rost eller skada. Vid placering av basen på grunden bör den jämnas med parade lutande mellanrum.
3. Lagerhuset bör tätt passa basen, med longitudinell nivåavvikelse som inte överstiger 0,2/1000, mätt med en nivå på huvudaxeln, och tvärnivåavvikelse som inte överstiger 0,3/1000, mätt med en nivå på det horisontella mittplanet i lagerhuset.
4. Innan skrapningskalarna skrapas bör rotorns axellinje anpassas till höljets axellinje, samtidigt justera klyftan mellan pumphjulet och inloppet och klyftan mellan huvudaxeln och det bakre sidoplattan i höljet för att möta specifikationerna i utrustningens tekniska dokument.
5. Under montering av huvudaxeln och lagerskal bör kontroller utföras enligt specifikationerna i utrustningens tekniska dokument. Avståndet mellan lagerhöljet och lagerskalet bör hållas vid 0,03 till 0,04 millimeter (mätt med den yttre diametern på lagerskalet och den inre diametern på lagerhuset).
6. Vid montering av fläkthöljet bör höljets position anpassas baserat på rotoraxelcentrumslinjen och de axiella och radiella luckorna mellan pumphjulets inlopp och höljet inloppet ska justeras till det intervall som anges i utrustningen tekniska dokument. Kontrollera samtidigt om ankarbultarna är säkert fäst. Om tekniska dokumenten för utrustning inte anger gapvärdena, bör det allmänna axiella gapet vara 1/100 av yttre diameter, och den radiella gapet bör vara jämnt fördelat, med ett värde av 1,5/1000 till 3/1000 av impellerets yttre diameter (för mindre yttre diametrar, tar det större värdet). Under justering strävar du efter att minimera GAP -värdena för att förbättra fläkteffektiviteten. Vid justering av fläkten bör felinställningen mellan fläktaxeln och motoraxeln inte överstiga 0,05 millimeter radiellt och bör inte överstiga 0,2/1000 i lutning. För centrifugala fläktar med rullande lager kan felinställningen av lagerhålen på de två lagerramarna bestämmas efter att rotorn har installerats, baserat på om rotationen är slät.
Zibo Hongcheng Fan Co., Ltd. är specialiserat på produktion av över 50 serier och mer än 600 specifikationer och modeller av fans. Dessa produkter används allmänt i industrier som gruvdrift, kolgruvor, oljefält, kemiska växter, ugnar, metallurgi, pannor, textilier och byggnadsmaterial. Anpassad produktion och bearbetning enligt tillhandahållna ritningar är tillgängliga. Välkommen att kontakta oss för samarbete.