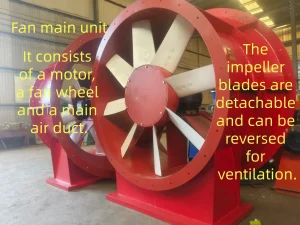
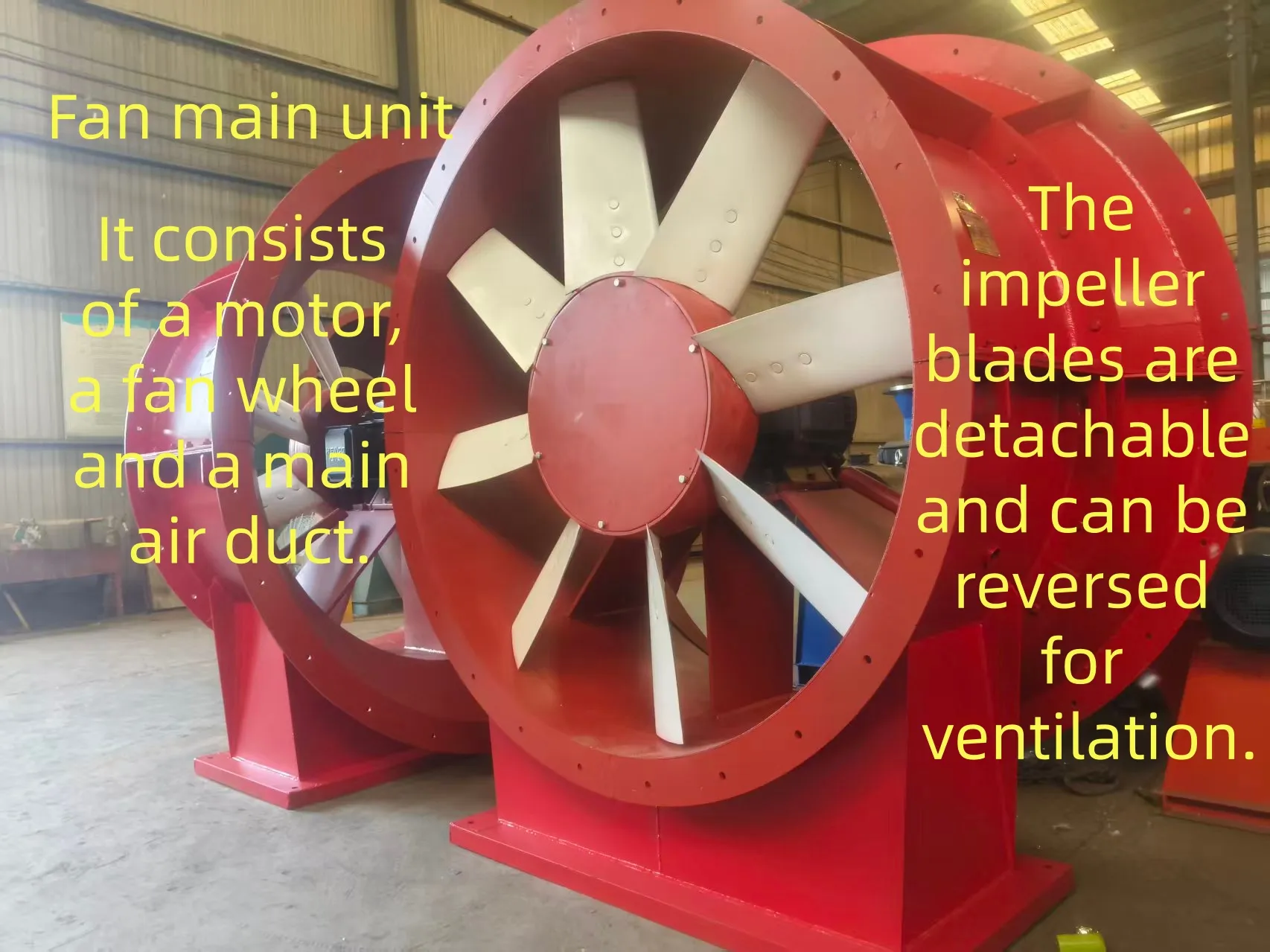
Cách điều chỉnh góc lưỡi dao quạt hướng trục sử dụng trong mỏ?
Quạt hướng trục được sử dụng trong mỏ (chẳng hạn như dòng K và DK) có góc cánh quạt được điều chỉnh thủ công trong khi tắt máy. Quy trình cốt lõi như sau: tắt nguồn → tháo tấm che / mở cửa sổ quan sát → nới lỏng đai ốc → căn chỉnh góc lưỡi cắt với cân trục → siết chặt đối xứng → kiểm tra lại → vận hành thử.
I. Chuẩn bị trước khi điều chỉnh quạt hướng trục sử dụng trong mỏ (An toàn là trên hết)
Tắt và tắt nguồn: Cắt nguồn điện chính của quạt, treo biển cảnh báo “Không đóng công tắc, đang làm việc” và làm theo các quy trình tắt nguồn, kiểm tra điện áp, phóng điện, bảo trì và khóa.
Xác định góc mục tiêu: Tham khảo đường cong hiệu suất của quạt, kết hợp với yêu cầu về thể tích không khí và áp suất âm của mỏ, chọn góc lắp đặt lưỡi dao (thường là ± 1° đến ± 2° để tinh chỉnh).
Dụng cụ và biện pháp bảo vệ: Chuẩn bị một cờ lê đặc biệt, thước đo góc, cờ lê lực, búa gỗ và đội mũ bảo hiểm, găng tay và kính bảo hộ.
Chuẩn bị không gian: Đối với quạt quay, tháo rời các kết nối cấp một và cấp hai, và kéo khoảng cách ≥80cm; đối với quạt một cấp, mở nắp trung tâm / cửa sổ quan sát.
II. Các bước điều chỉnh tiêu chuẩn cho quạt hướng trục sử dụng trong mỏ (lấy FBCDZ/FBCZ làm ví dụ)
Tháo tấm che / mở cửa sổ quan sát: Tháo nắp đầu trục hoặc mở cửa sổ quan sát vỏ máy để lộ gốc lưỡi dao và đai ốc điều chỉnh.
Nới lỏng đai ốc lưỡi dao: Sử dụng cờ lê đặc biệt để nới lỏng đai ốc đối xứng ở gốc lưỡi dao (mỗi bên nới lỏng 3 đến 4 vòng, không nới lỏng hoàn toàn) và dùng búa gỗ gõ nhẹ vào đầu lưỡi dao để làm lỏng nó.
Căn chỉnh thang đo và điều chỉnh góc: Theo thang đo góc / lỗ định vị (0°, ±1°, ±2°…), căn chỉnh mép đuôi của cạnh sau của lưỡi dao với thang đo mục tiêu; tất cả các góc của lưỡi dao phải nhất quán với độ lệch ≤ ± 0,5°.
Siết chặt đối xứng: Siết chặt các đai ốc theo trình tự đường chéo bằng cờ lê lực, đạt mômen xoắn quy định của nhà sản xuất; khóa bộ phận chống nới lỏng (chẳng hạn như vòng đệm chặn).
Kiểm tra lại và làm sạch: Kiểm tra từng góc của từng lưỡi dao, làm sạch đường dẫn của dụng cụ / mảnh vụn; lắp lại tấm che và kết nối quạt.
Vận hành và giám sát thử nghiệm: Sau khi xoay thủ công mà không bị cản trở, bật nguồn và khởi động; theo dõi thể tích không khí, áp suất không khí, dòng điện động cơ, độ rung và nhiệt độ, đảm bảo chúng nằm trong phạm vi định mức.
III. Mối quan hệ giữa góc của quạt hướng trục sử dụng trong mỏ và điều kiện vận hành
Góc ↑: Thể tích không khí ↑, áp suất không khí ↑, công suất động cơ ↑ (dễ bị quá tải).
Góc ↓: Thể tích không khí ↓, áp suất không khí ↓, công suất động cơ ↓.
Sau mỗi lần điều chỉnh, cần kiểm tra xem dòng điện động cơ có vượt quá giới hạn công suất hay không.
IV. Các biện pháp phòng ngừa chính cho việc sử dụng mỏ quạt hướng trục
Đường màu đỏ an toàn: Phải thực hiện các thao tác tắt và tắt nguồn; vận hành / chạy trong khi điều chỉnh góc.
Góc nhất quán: Tất cả các góc của lưỡi dao phải giống nhau; nếu không, bánh công tác sẽ không cân bằng, độ rung sẽ vượt quá giới hạn và vòng bi sẽ bị hỏng.
Tuân thủ mô-men xoắn: Siết chặt theo yêu cầu của nhà sản xuất, tránh bị lỏng hoặc siết quá chặt.
Ngăn ngừa quá tải: Tập trung theo dõi dòng điện của động cơ sau khi tăng góc; nếu dòng điện vượt quá giới hạn, hãy dừng ngay và điều chỉnh lại.
Bôi trơn và chống rỉ sét: Bôi mỡ bôi trơn vào đai ốc sau khi điều chỉnh để thuận tiện cho lần vận hành tiếp theo.
Ghi chép và lưu trữ: Ghi lại góc, thể tích không khí, áp suất không khí, dòng điện trước và sau khi điều chỉnh, đồng thời lập sổ cái.
V. Các sự cố thường gặp và cách xử lý quạt hướng trục sử dụng trong mỏ
Kẹt lưỡi: Sau khi nới lỏng đai ốc 3 đến 4 vòng, dùng búa gỗ gõ nhẹ, nếu vẫn bị kẹt, hãy kiểm tra bề mặt tiếp xúc của tay cầm và trục lưỡi dao, loại bỏ rỉ sét, bôi mỡ bôi trơn, sau đó điều chỉnh.
Độ lệch góc lớn: Nới lỏng lại đai ốc, căn chỉnh từng lưỡi dao theo tỷ lệ một, sử dụng thước đo góc để kiểm tra lại và đảm bảo tính nhất quán.
Dòng khởi động quá mức: Dừng ngay lập tức, giảm góc lưỡi cắt và thử lại.