দ্য GY6-41 boiler forced and induced draft fan 0.5t/h থেকে 10t/h ক্ষমতার শিল্প বয়লারের জন্য ডিজাইন করা হয়েছে যা বিভিন্ন জ্বালানী পোড়ায় এবং ধুলো ও ধোঁয়া নির্মূল করার যন্ত্র দিয়ে সজ্জিত। এটি 80%-এর বেশি চাপের দক্ষতা সহ কম-আওয়াজ ফ্যানগুলির একটি নতুন সিরিজ। যতক্ষণ না খাওয়ার শর্ত একই রকম হয় এবং কর্মক্ষমতা তুলনামূলক হয়, সেগুলি সবই ব্যবহার করা যেতে পারে। GY6-41 ফ্যান হল বয়লার বাধ্যতামূলক এবং প্ররোচিত ড্রাফ্ট ফ্যানের উত্তরসূরী।
GY6-41 বয়লার ফোর্সড ড্রাফ্ট এবং ইনডিউসড ড্রাফ্ট ফ্যানগুলির ডিজাইনের বৈশিষ্ট্যগুলি নিম্নরূপ: উপযুক্ত ফ্যানের ধরন নির্বাচন করা, যুক্তিসঙ্গত ফ্যানের অপারেটিং অবস্থা, প্রবাহের প্যাটার্নকে অপ্টিমাইজ করা, বায়ুর উৎসকে যুক্তিসঙ্গতভাবে সংগঠিত করা, ব্লেডের আকৃতিটি যত্ন সহকারে ডিজাইন করা, পাখার গতি যথাযথভাবে হ্রাস করা, কম পরিপূর্ণ প্রবাহের নকশার উন্নতি করা ফ্লো লস ইত্যাদি। ফ্যানের ইনলেট এবং হুইল কভার প্রোফাইল গণনা করতে সীমিত পার্থক্য পদ্ধতি ব্যবহার করা হয় এবং ইমপেলারের ইনলেটে মসৃণ এবং অভিন্ন প্রবাহকে ইনলেট অপ্টিমাইজেশান ডিজাইনের জন্য অপ্টিমাইজেশান মানদণ্ড হিসাবে নেওয়া হয়। আসল ফ্যান ইমপেলার, ভলিউট এবং অন্যান্য অপ্টিমাইজেশান ডিজাইন পদ্ধতির সাথে মিলিত, ইমপেলার, ভলিউট এবং ইনলেটের জন্য একটি সমন্বিত অপ্টিমাইজেশান ডিজাইন প্রোগ্রাম তৈরি করা হয়েছে যাতে এরোডাইনামিক স্কেচ কার্ভ পাওয়া যায়। অনুশীলন প্রমাণ করেছে যে এটি কেবল বায়ুচাপ এবং বায়ুর পরিমাণ নিশ্চিত করতে পারে না, তবে আরও ভাল দক্ষতা, কম নির্দিষ্ট শব্দ এবং ছোট ফ্যানের আকার নিশ্চিত করতে পারে।
GY6-41 বয়লার ফোর্সড ড্রাফট এবং ইনডিউসড ড্রাফ্ট ফ্যানের ধরন
1. ফ্যানগুলির ট্রান্সমিশন পদ্ধতিগুলি নিম্নরূপ: সি টাইপ - বেল্ট ড্রাইভ; ডি টাইপ - কাপলিং ড্রাইভ।
2. প্ররোচিত ড্রাফ্ট ফ্যান দুটি প্রকারে তৈরি করা যেতে পারে: ডান ঘূর্ণন এবং বাম ঘূর্ণন। মোটর পাশ থেকে দেখা হলে, যদি ইমপেলার ঘড়ির কাঁটার দিকে ঘোরে, তাকে ডান ঘূর্ণন পাখা বলা হয়; যদি ইম্পেলার ঘড়ির কাঁটার বিপরীত দিকে ঘোরে, তবে তাকে বাম ঘূর্ণন পাখা বলা হয়।
3. এয়ার আউটলেটের অবস্থান আবরণের এয়ার আউটলেটের কোণ দ্বারা নির্দেশিত হয়।
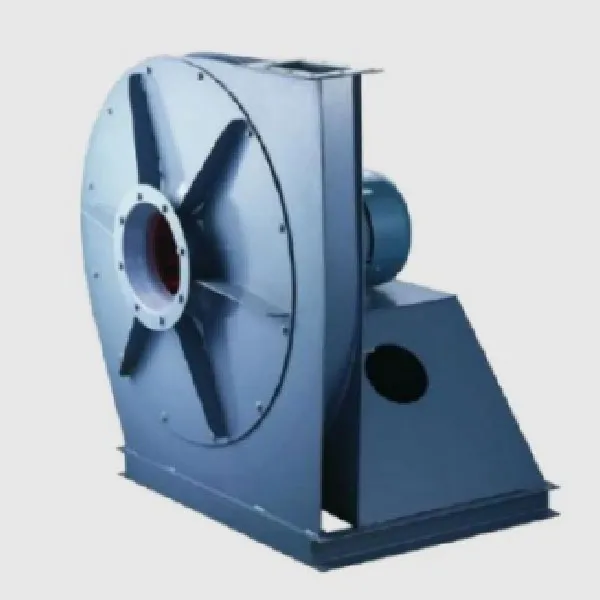
GY6-41 বয়লারের কাঠামো বাধ্যতামূলক ড্রাফ্ট এবং প্ররোচিত ড্রাফ্ট ফ্যান
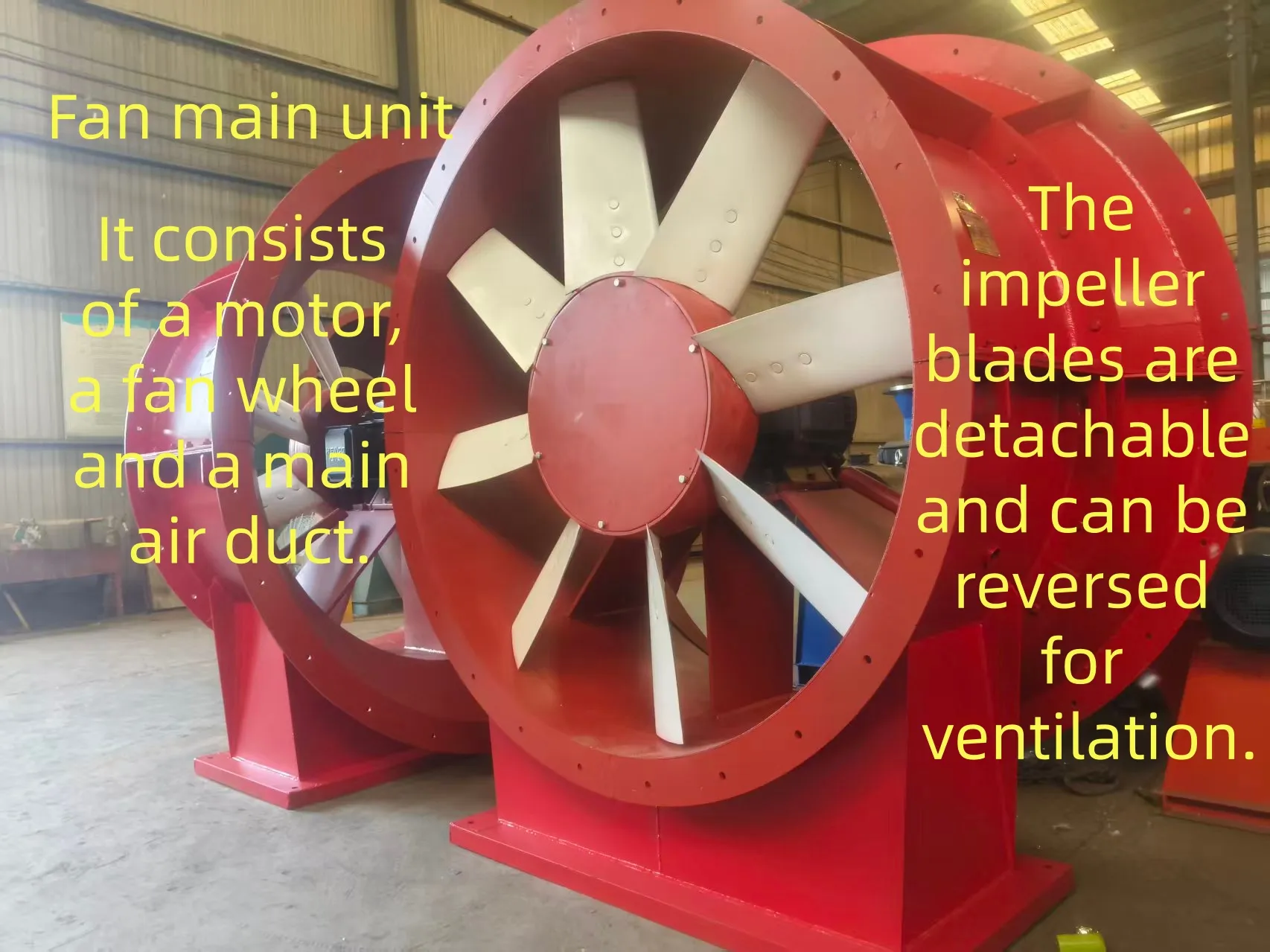
এটি কেসিং, এয়ার ইনলেট, ইম্পেলার, ইন্টিগ্রাল ফ্রেম, ট্রান্সমিশন পার্ট, রেগুলেটিং ডোর (গ্রাহকের প্রয়োজনীয়তা অনুযায়ী) এবং মোটর ইত্যাদি নিয়ে গঠিত।
কেসিং: ইস্পাত প্লেট দিয়ে তৈরি, এটি দৃঢ় এবং নির্ভরযোগ্য।
ইম্পেলার: 16টি সোজা প্লেট ব্লেড, একটি বাঁকা সামনের ডিস্ক এবং একটি ফ্ল্যাট ব্যাক ডিস্ক একসঙ্গে ঢালাই করা। ফ্যানের মসৃণ ঘূর্ণন এবং ভাল কর্মক্ষমতা নিশ্চিত করার জন্য এটি স্ট্যাটিক এবং গতিশীল ভারসাম্যের মধ্য দিয়ে যাওয়া উচিত।
ট্রান্সমিশন অংশ: প্রধান শ্যাফ্ট, বিয়ারিং বক্স, রোলিং বিয়ারিং এবং কপিকল (বা কাপলিং) নিয়ে গঠিত।
এয়ার ইনলেট: স্টীল প্লেট থেকে ঢালাই একটি শঙ্কু আকারে, এটি একটি অভিসারী সুবিন্যস্ত অবিচ্ছেদ্য কাঠামো। এটি ফ্যানের পাশে ইনস্টল করা আছে এবং অক্ষীয় দিকের ক্রস-সেকশনটি বাঁকা, যা ন্যূনতম ক্ষতির সাথে গ্যাসকে ইম্পেলারে মসৃণভাবে প্রবেশ করতে সক্ষম করে।
নিয়ন্ত্রক দরজা: এয়ার ইনলেটের সামনে ইনস্টল করা হয়েছে। এই শর্তে যে ফ্যানের গতি (চাপ) অপরিবর্তিত থাকে, এটি বায়ুর আয়তনের আকার সামঞ্জস্য করতে পারে।
GY6-41 বয়লার ফোর্সড এবং ইনডিউসড ড্রাফ্ট ফ্যানের কমন ফল্ট মেরামত
বি, সি, এবং ডি ধরণের সেন্ট্রিফিউগাল ফ্যানের ট্রান্সমিশন অংশগুলির পরিধান একটি সাধারণ সরঞ্জাম সমস্যা, যার মধ্যে ফ্যানের ভারবহন অবস্থান এবং বিয়ারিং হাউজিং এবং ইমপেলারের ক্ষয় দ্বারা সৃষ্ট কম্পনের সমস্যা সহ। সেন্ট্রিফিউগাল ফ্যানের উপরে উল্লিখিত ত্রুটিগুলির জন্য, ট্রান্সমিশন অংশগুলি মেরামতের জন্য ঐতিহ্যগত পদ্ধতিগুলির মধ্যে রয়েছে সারফেসিং ওয়েল্ডিং, তাপ স্প্রে করা এবং ইলেক্ট্রোপ্লেটিং, বা নতুন বিয়ারিং এবং ট্রান্সমিশন গ্রুপগুলি প্রতিস্থাপন করা। ইম্পেলার কম্পন মেরামতের জন্য, ইম্পেলার ডাইনামিক ব্যালেন্স সংশোধনের জন্য ছোট ফ্যানগুলিকে ফ্যাক্টরিতে ফেরত দেওয়া যেতে পারে এবং 12# এর উপরে ফ্যানদের জন্য, সাইটে ডাইনামিক ব্যালেন্স সংশোধন করা যেতে পারে। অথবা, একই মডেল ইম্পেলার প্রতিস্থাপন করা যেতে পারে।
GY6-41 বয়লার ব্লোয়ার এবং ইন্ডুসারের ইনস্টলেশন বিষয়
1. সম্পূর্ণ সেন্ট্রিফিউগাল ফ্যান ইউনিটের ইনস্টলেশনটি সরাসরি ফাউন্ডেশনের উপর স্থাপন করা উচিত এবং জোড়া শিম দিয়ে সমতল করা উচিত।
2. সাইটে একত্রিত সেন্ট্রিফিউগাল ফ্যানগুলির জন্য, বেসের মেশিনযুক্ত পৃষ্ঠগুলি সঠিকভাবে সুরক্ষিত করা উচিত এবং মরিচা বা ক্ষতিগ্রস্থ হওয়া উচিত নয়। ভিত্তির উপর ভিত্তি স্থাপন করার সময়, এটি শিম জোড়া দিয়ে সমান করা উচিত।
3. বিয়ারিং হাউজিং এবং বেস ঘনিষ্ঠভাবে সংযুক্ত করা উচিত, অনুদৈর্ঘ্য অ-স্তরত্ব 0.2/1000 এর বেশি না হওয়া উচিত। এটি প্রধান খাদের একটি স্তর দিয়ে পরিমাপ করা যেতে পারে। ট্রান্সভার্স নন-লেভেলনেস 0.3/1000 এর বেশি হওয়া উচিত নয়, যা বিয়ারিং হাউজিং এর অনুভূমিক মধ্য-সমতলের একটি স্তর দিয়ে পরিমাপ করা যেতে পারে।
4. বিয়ারিং বুশ স্ক্র্যাপ করার আগে, রটার এবং কেসিংয়ের অক্ষটি সারিবদ্ধ করা উচিত এবং ইমপেলার এবং এয়ার ইনলেটের মধ্যে ফাঁক এবং কেসিংয়ের পিছনের পাশের প্লেট বিয়ারিং হোলের মধ্যে ফাঁকটি সরঞ্জাম প্রযুক্তিগত নথিতে উল্লেখ করা প্রয়োজনীয়তাগুলি পূরণ করার জন্য সামঞ্জস্য করা উচিত।
5. প্রধান খাদ এবং ভারবহন গুল্ম একত্রিত করার সময়, সরঞ্জাম প্রযুক্তিগত নথিতে উল্লেখ করা প্রয়োজনীয়তাগুলি পরিদর্শনের জন্য অনুসরণ করা উচিত। বিয়ারিং কভার এবং বিয়ারিং বুশের মধ্যে 0.03 থেকে 0.04 মিমি একটি হস্তক্ষেপ ফিট হওয়া উচিত (বেয়ারিং বুশের বাইরের ব্যাস এবং বিয়ারিং হাউজিংয়ের ভিতরের ব্যাস দ্বারা পরিমাপ করা হয়)।
6. ফ্যান কেসিং একত্রিত করার সময়, কেসিংয়ের অবস্থান রেফারেন্স হিসাবে রটার অক্ষের সাথে সারিবদ্ধ করা উচিত এবং ইম্পেলার এয়ার ইনলেট এবং কেসিং এয়ার ইনলেটের মধ্যে অক্ষীয় এবং রেডিয়াল ক্লিয়ারেন্সগুলি সরঞ্জাম প্রযুক্তিগত নথিতে উল্লেখ করা পরিসরের সাথে সামঞ্জস্য করা উচিত। একই সময়ে, অ্যাঙ্কর বোল্টগুলি শক্ত করা হয়েছে কিনা তা পরীক্ষা করুন। যদি সরঞ্জামের প্রযুক্তিগত নথিতে ক্লিয়ারেন্স মান উল্লেখ না করে, সাধারণত, অক্ষীয় ক্লিয়ারেন্স ইম্পেলারের বাইরের ব্যাসের 1/100 হওয়া উচিত এবং রেডিয়াল ক্লিয়ারেন্স সমানভাবে বিতরণ করা উচিত, ইমপেলারের বাইরের ব্যাসের 1.5/1000 থেকে 3/1000 মান সহ (বড় মানের জন্য, ছোট মানের জন্য)। সামঞ্জস্যের সময়, ফ্যানের দক্ষতা উন্নত করতে ক্লিয়ারেন্স মান যতটা সম্ভব ছোট রাখার চেষ্টা করুন।
7. ফ্যান সারিবদ্ধ করার সময়, ফ্যান শ্যাফ্ট এবং মোটর শ্যাফ্টের মধ্যে বিভ্রান্তি: রেডিয়াল স্থানচ্যুতি 0.05 মিমি এর বেশি হওয়া উচিত নয় এবং প্রবণতা 0.2/1000 এর বেশি হওয়া উচিত নয়।
8. রোলিং বিয়ারিং সহ কেন্দ্রাতিগ ভক্তদের জন্য, রটার ইনস্টল করার পরে দুটি বিয়ারিং ফ্রেমের বিয়ারিং ছিদ্রের অব্যবস্থাপনা পরীক্ষা করা যেতে পারে, স্ট্যান্ডার্ড হিসাবে মসৃণ ঘূর্ণন সহ।
GY6-41 বয়লার ব্লোয়ার এবং ইন্ডুসারের জন্য ডিবাগিং পদ্ধতি
সেন্ট্রিফিউগাল ফ্যান হল জটিল ডিভাইস যা মূলত এয়ার ইনলেট, এয়ার ভালভ, ইম্পেলার, মোটর এবং এয়ার আউটলেট দিয়ে গঠিত। কেন্দ্রাতিগ ভক্তদের কর্মক্ষমতা বিভিন্ন পরিস্থিতিতে পরিবর্তিত হয়। অতএব, যদি বিভিন্ন অংশের অপারেশন অবস্থা অভিন্ন না হয়, সেন্ট্রিফিউগাল ফ্যানের কর্মক্ষমতা প্রভাবিত হবে। সেন্ট্রিফিউগাল ফ্যানটিকে তার সর্বোত্তম অবস্থায় ডিবাগ করতে, একাধিক দিক বিবেচনা করা যেতে পারে।
1. সেন্ট্রিফিউগাল ফ্যান সম্পূর্ণ ভোল্টেজ বা হ্রাস ভোল্টেজ এ শুরু করা যেতে পারে। যাইহোক, এটি লক্ষ করা উচিত যে ফুল ভোল্টেজ স্টার্ট আপে কারেন্ট রেট করা কারেন্টের প্রায় 5 থেকে 7 গুণ। হ্রাসকৃত ভোল্টেজে শুরু হওয়া টর্কটি ভোল্টেজের বর্গক্ষেত্রের সমানুপাতিক। যখন গ্রিডের ক্ষমতা অপর্যাপ্ত হয়, কম ভোল্টেজ স্টার্ট-আপ গ্রহণ করা উচিত।
2. সেন্ট্রিফিউগাল ফ্যানের পরীক্ষা চালানোর সময়, তারের পদ্ধতিটি তারের ডায়াগ্রামের সাথে সামঞ্জস্যপূর্ণ কিনা তা পরীক্ষা করার জন্য পণ্যের ম্যানুয়ালটি সাবধানে পড়ুন। এছাড়াও, ফ্যানে সরবরাহ করা ওয়ার্কিং ভোল্টেজ প্রয়োজনীয়তা পূরণ করে কিনা এবং পাওয়ার সাপ্লাইয়ে ফেজ লস বা ফেজ সিকোয়েন্স ত্রুটি আছে কিনা তা সাবধানে পরীক্ষা করুন। বৈদ্যুতিক উপাদানগুলির ক্ষমতা প্রয়োজনীয়তার সাথে সঙ্গতিপূর্ণ কিনা তা যাচাই করুন।
3. পরীক্ষা চালানোর সময় কমপক্ষে দুই ব্যক্তি উপস্থিত থাকতে হবে। একজন ব্যক্তি পাওয়ার সাপ্লাই নিয়ন্ত্রণ করেন এবং অন্যজন ফ্যানের ক্রিয়াকলাপ পর্যবেক্ষণ করেন। যদি কোন অস্বাভাবিক ঘটনা সনাক্ত করা হয়, পরিদর্শনের জন্য অবিলম্বে মেশিনটি বন্ধ করুন। প্রথমে, ঘূর্ণন দিক সঠিক কিনা তা পরীক্ষা করুন। সেন্ট্রিফিউগাল ফ্যান চলতে শুরু করার পরে, অবিলম্বে পরীক্ষা করুন যে প্রতিটি পর্বের স্রোত ভারসাম্যপূর্ণ কিনা এবং যদি তারা রেট করা কারেন্ট অতিক্রম করে। কোনো অস্বাভাবিকতা পাওয়া গেলে, পরিদর্শনের জন্য মেশিনটি বন্ধ করুন। পাঁচ মিনিট চালানোর পরে, কোনও অস্বাভাবিক ঘটনা আছে কিনা তা পরীক্ষা করতে মেশিনটি থামান। মেশিন পুনরায় চালু করার আগে কোন অস্বাভাবিকতা নেই তা নিশ্চিত করুন।
4. একটি ডুয়াল-স্পীড সেন্ট্রিফিউগাল ফ্যান পরীক্ষা করার সময়, ঘূর্ণন দিক সঠিক কিনা তা পরীক্ষা করতে প্রথমে কম গতিতে শুরু করুন। উচ্চ গতিতে শুরু করার সময়, উচ্চ গতিতে বিপরীত ঘূর্ণন রোধ করতে পুনরায় শুরু করার আগে ফ্যানটি সম্পূর্ণরূপে বন্ধ না হওয়া পর্যন্ত অপেক্ষা করুন, যার ফলে সুইচটি ট্রিপ হতে পারে এবং মোটরটির ক্ষতি হতে পারে।
5. একবার সেন্ট্রিফিউগাল ফ্যান তার স্বাভাবিক অপারেটিং গতিতে পৌঁছে গেলে, এটি স্বাভাবিক সীমার মধ্যে রয়েছে তা নিশ্চিত করতে ইনপুট কারেন্ট পরিমাপ করুন। সেন্ট্রিফিউগাল ফ্যানের অপারেটিং কারেন্ট তার রেট করা বর্তমানের বেশি হওয়া উচিত নয়। যদি অপারেটিং কারেন্ট রেট করা কারেন্টকে ছাড়িয়ে যায়, সরবরাহকৃত ভোল্টেজ স্বাভাবিক কিনা তা পরীক্ষা করুন।
6. একটি সেন্ট্রিফিউগাল ফ্যানের জন্য প্রয়োজনীয় মোটর পাওয়ার বলতে ফ্যান এবং ফ্যান বক্স যখন পূর্ণ বাতাসের ইনলেটে কাজ করে তখন প্রয়োজনীয় শক্তিকে বোঝায়। যদি ফ্যানটি এয়ার ইনলেট সম্পূর্ণ খোলা রেখে কাজ করে, তাহলে মোটর ক্ষতির ঝুঁকি থাকে। ফ্যানের পরীক্ষা চালানোর সময়, ফ্যানের ইনলেট বা আউটলেট পাইপের ভালভটি বন্ধ করুন। ফ্যান চলা শুরু করার পরে, ধীরে ধীরে ভালভটি খুলুন যতক্ষণ না পছন্দসই অপারেটিং অবস্থা পৌঁছায় এবং অপারেটিং কারেন্ট রেট করা কারেন্টকে ছাড়িয়ে যায় কিনা সেদিকে মনোযোগ দিন।
উপরের ডিবাগিং পদ্ধতিগুলি কঠোরভাবে অনুসরণ করে, কেন্দ্রাতিগ পাখার কার্যকারিতা 98% অতিক্রম করা যেতে পারে।